
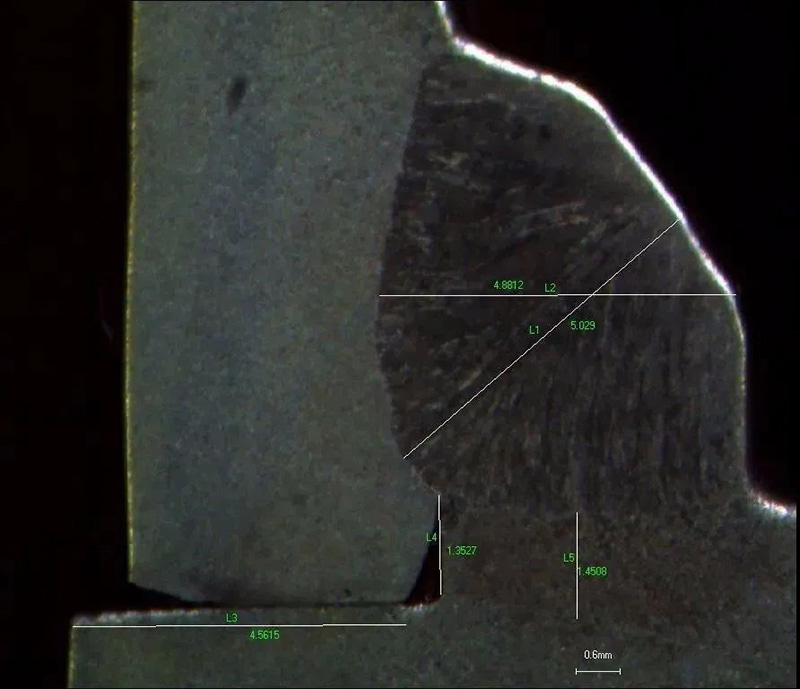
Ano ang welding penetration?Ito ay tumutukoy sa lalim ng pagkatunaw ng base metal o front weld bead sa cross section ng welded joint.
Kasama sa mga welded joint ang: weld seam (0A), fusion zone (AB) at heat affected zone (BC).
Hakbang 1: Pag-sample
(1) Pagputol ng posisyon ng welding penetration sample: a.Iwasan ang pagsisimula at paghinto ng mga posisyon
b.Putulin sa 1/3 ng weld scar
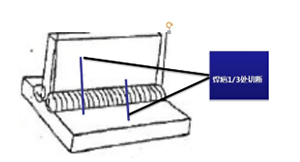
c.Kapag ang haba ng weld scar ay mas mababa sa 20mm, putulin sa gitna ng weld scar.
(2) Pagputol
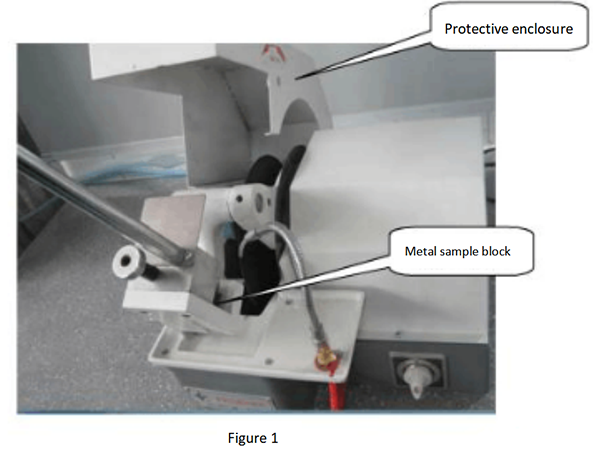
A. Ikonekta ang power supply at suriin kung ang mga kagamitan sa pagsukat ay nakakatugon sa mga kinakailangan sa pagsubok;Gaya ng ipinapakita sa Figure 1, buksan ang protective housing ng metallographic cutting machine at i-install ang metal sample block na susuriin.
(Tandaan: Siguraduhing maayos ang metal block!)
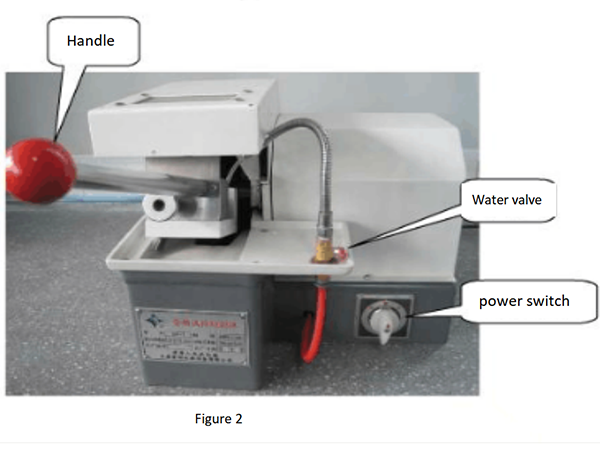
b.Gaya ng ipinapakita sa Figure 2, isara ang protective shell ng metallographic cutting machine, buksan ang water valve, at i-on ang power switch;Hawakan ang hawakan ng metallographic cutting machine at dahan-dahang pindutin ito pababa upang putulin ang metal sample.Pagkatapos ng pagputol, ang haba, lapad at taas ng sample ng metal ay dapat na mas mababa sa 4mm;Isara ang water valve, patayin ang power, at ilabas ang metal sample.
b.Gaya ng ipinapakita sa Figure 2, isara ang protective shell ng metallographic cutting machine, buksan ang water valve, at i-on ang power switch;Hawakan ang hawakan ng metallographic cutting machine at dahan-dahang pindutin ito pababa upang putulin ang metal sample.Pagkatapos ng pagputol, ang haba, lapad at taas ng sample ng metal ay dapat na mas mababa sa 4mm;Isara ang water valve, patayin ang power, at ilabas ang metal sample.
Hakbang 3: Kaagnasan
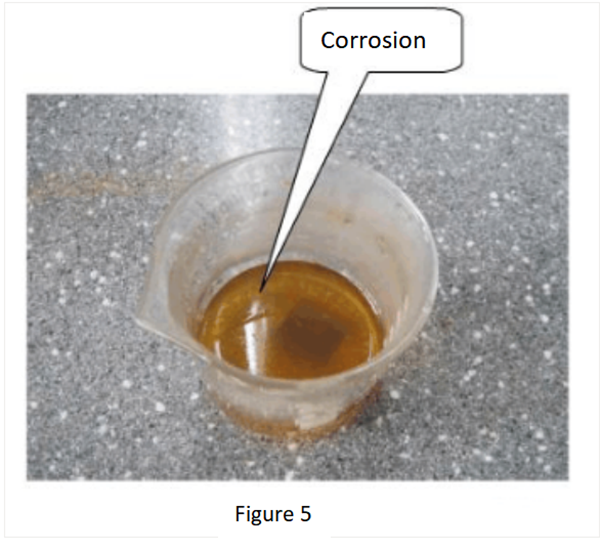
(1) Gaya ng ipinapakita sa Fig. 5, gumamit ng absolute alcohol at nitric acid para maghanda ng corrosion solution (3-5% nitric acid at alcohol) sa measuring cup, ilagay ang metal sample sa corrosion solution o gumamit ng maliit na brush para hugasan ang hiwa na ibabaw para sa kaagnasan.Ang oras ng kaagnasan ay humigit-kumulang 10-15 segundo, at ang partikular na epekto ng kaagnasan ay kailangang biswal na suriin.
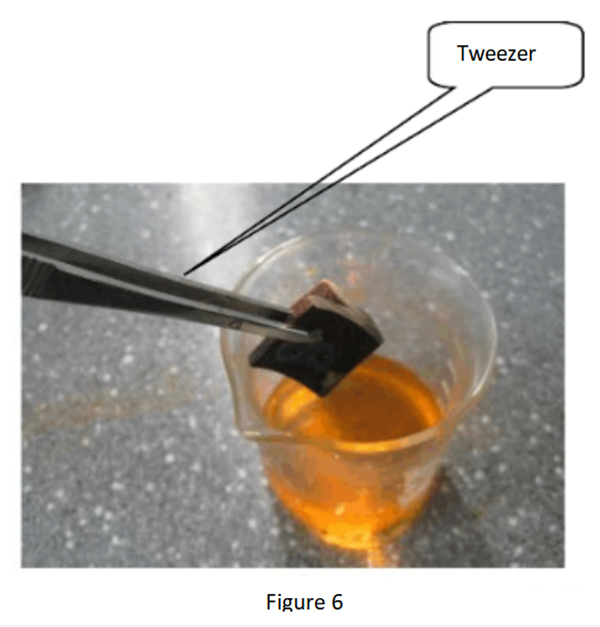
(2) Gaya ng ipinapakita sa Fig. 6, pagkatapos ng kaagnasan, alisin ang metal sample block gamit ang mga sipit (tandaan: huwag hawakan ang corrosion liquid gamit ang mga kamay), at linisin ang corrosion solution sa ibabaw ng metal sample block na may malinis na tubig.
(1) Blow dry
Hakbang 4: Paraan ng inspeksyon ng pagtagos ng welding
| Ang T (mm) ay ang kapal ng plato | |||
| Lumang benchmark | Bagong benchmark | ||
| Kapal ng plato | Datum ng pagtagos | Kapal ng plato | Datum ng pagtagos |
| ≤3.2 | Higit sa 0.2 * t | t≤4.0 | Higit sa 0.2 * t |
| 4.0<t≤4.5 | Higit sa 0.8 | ||
| 3.2~4.5(Kabilang ang 4.5) | Higit sa 0.7 | 4.5<t≤8.0 | Higit sa 1.0 |
| t=9.0 | Sa itaas 1.4 | ||
| >4.5 | Higit sa 1.0 | t≥12.0 | Higit sa 1.5 |
| Tandaan: Ang hinang ng manipis na plato at makapal na plato ay batay sa manipis na plato | |||
(1.2) Welding penetration datum (na may haba ng binti na nagpapahiwatig ng penetration)
| L (mm) ang haba ng paa | |
| Haba ng paa | Datum ng pagtagos |
| L≤8 | Higit sa 0.2 * L |
| L>8 | higit sa 1.5mm |
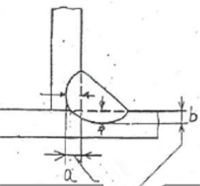
(2) Pagsukat ng welding penetration (distansya a at b ay welding penetration)

(3)Mga tool sa inspeksyon para sa pagpasok ng welding
Hakbang 5: Inspeksyon ulat ng welding penetration at imbakan ng mga sample
(1) Ulat ng inspeksyon sa pagtagos ng welding:
a.Pagdaragdag ng cross-section diagram ng inspeksyon na bahagi
b.Markahan ang posisyon ng pagsukat ng pagtagos ng hinang sa diagram
c.Pagdaragdag ng data
(2) Mga regulasyon sa pangangalaga ng mga sample ng welding penetration:
a.Imbakan ng mga bahagi ng frame S sa loob ng 13 taon
b.Ang mga pangkalahatang bahagi ay dapat itago sa loob ng 3 taon
c.Kung tinukoy sa pagguhit, dapat itong ipatupad ayon sa mga kinakailangan sa pagguhit
(Ang ibabaw ng penetration inspection ay maaaring maipit na may transparent na pandikit upang maantala ang kalawang)
Oras ng post: Dis-22-2022